 全国服务电话:133 7365 5208 全国服务电话:133 7365 5208
|
搜索
|

金属板材滚压成型设备
金属板材滚压成型设备
1、板料滚压成型设备的功能及用途
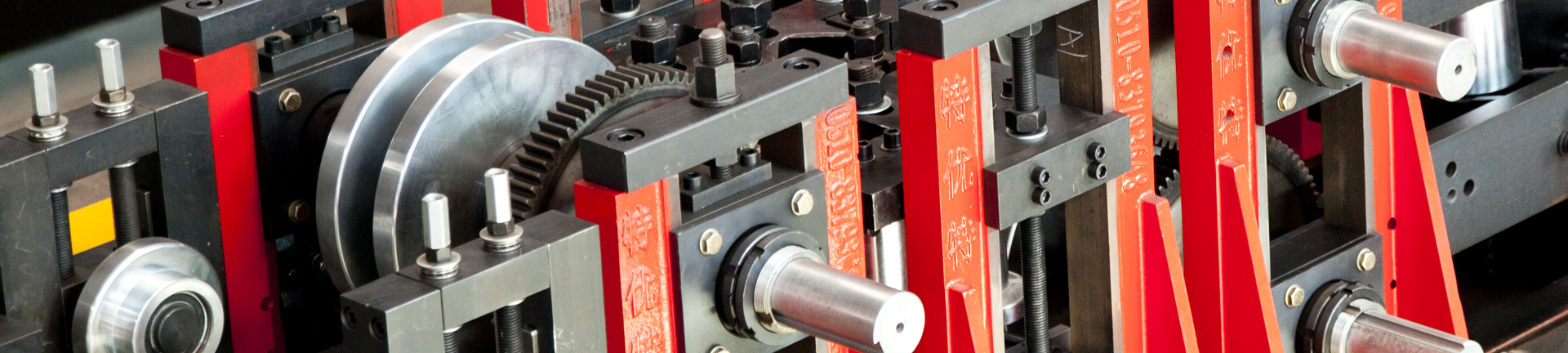
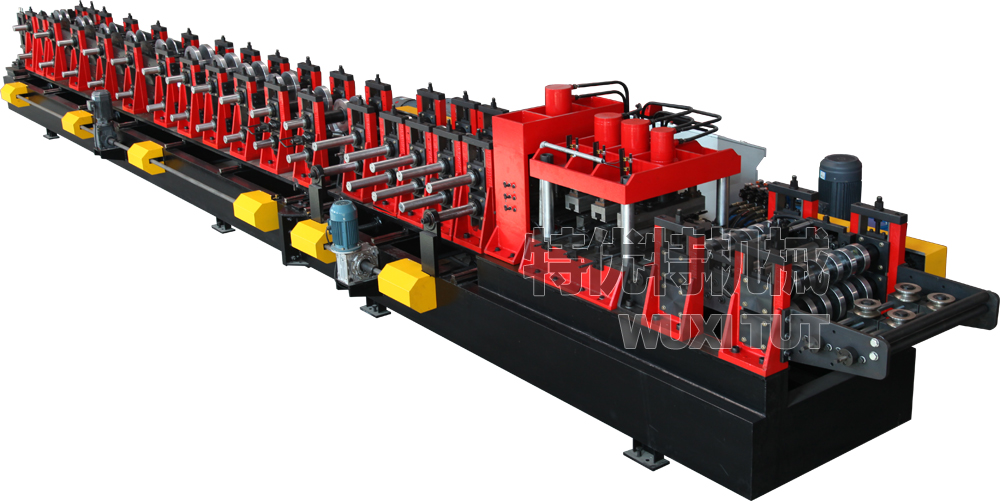
板料滚压成型设备通用于等断面制件的大批量生产。由于使用多对辊轮的连续成型,可以滚制出许多壁薄、质轻、刚度大而且断面形状复杂的制件型材(如图1所示)。加上顺序滚压过程中可以与冲洗、起状、卷筒、焊接等多种工艺装置连动,形成流水作业,故生产效率极高,成本低廉,是现代加工制品中广泛应用和大力推广的特种工艺加工方法。如自行车钢圈的生产,自来水管的生产,塑料龙骨的生产,波汶板的生产以及国外广为应用的不锈钢窗框的生产。
2、滚压成型设备的原理与设计要点
滚压成型设备原理,是由多对成型辊轮顺次对板料变形并向前送进的滚压成型。成型在工艺上与弯曲工序极为相似,其设计要点主要有:
2.1断面的展开长度和弯曲展开一样,要考虑中性层的移动。
2.2在弯曲半径很小时,要考虑到拉伸给截面宽度的增加。
2.3以轮廓外形所制定的轴线在各工步中保持一致。
2.4每对辊轮对型材壁的弯曲角度有所限制,否则将产生滚压不畅(卡壳)、制品不光滑,起皱现象。弯曲数据如下:
板材厚δ<1mm 2.5mm="">1.5 mm 弯曲角: 30°~ 40°
塑性好的材料取上限,塑性差的材料取下限。连续弯曲要考虑金属的加工硬化。
2.5起始变形时,竖壁弯曲和底部弯曲不能同时进行。
2.6最后一对成型辊轮形状应考虑弹性回跳数据。在滚压成型设备中,目前理论尚不完整,以实践经验和类比推断为主,在金属板材变形机理上展开。
3.制件花型展开图
开始设计时,首先考虑断面形状。以制件的弯曲过程逐渐展开,直至回复到平直板料的连续图形,就称之为花型展开图。将展开过程的形状,叠放在同一张纸上的花型展开图进行分析研究、无论对形状简单还是复杂的断面都是十分有效的,进而可以从整体上考虑从一个辊轮孔型移至下一个辊轮孔型的时候,高度、宽度方向和弯曲加工有无不合理的地方。制件形状要避免出现太深的沟槽和急剧过渡的尖角。
3.2成型顺序
成型顺序大致有三种方法:
3.2.1从板料中心起顺次向两边成型的方法、这是最为广泛应用的方法。由于中间起成形使材料流向两边,不用担心发生不合理的拉伸干涉。图3即属于这种成形顺序。
3.2.2从板料的两边开始成型,再顺次成型到中间的方法。
这种方法常用于管形件的成型之中,在先使边缘成型更为方便时以及用边缘成型提高边缘纵弯强度等场合下,均采用这种方法。见图4:焊接管的成型。
3.2.3板料中间和两边同时对各个部份件成型的方法。
这常用于宽料的成型之中,最初对整体件缓和的过渡弯曲,然后再对急剧过渡角度作精加工。
4、不锈钢窗框的滚压成型实例
4.1材料13Gr相当于30# 钢,其塑性和成型性能良好,可以选用较高的滚压成型速度:(20~30)m/min。
4.2弯曲处弯曲半径约为板厚的2倍左右。取1.5~2mm。
4.3成型顺序
4.3.1从板料中心起顺次向两边成型。
4.3.2先滚弯曲点后滚弯曲角。
4.4滚压成形的工步设想
抓住成型的顺序和成型的作眼点对成形的过程就有谱了,从平直的板料开始一步一步滚压成产品,中间弯曲角度不要过猛。
无锡特优特机械有限公司 专注制造冷弯压型设备
联系我们
|



